- Engineering
- Messsysteme
- Maschinenqualifikation
-
Komponenten
-
Systeme
-
Mehr erfahren
-
- Expertise
-
Über IBS
-
Unsere Geschichte
-
Mehr erfahren
-

Die Spindelleistung kann für die Qualität, Produktivität und Effizienz einer Maschine von entscheidender Bedeutung sein. Wenn Sie absolutes Vertrauen in Ihre Spindelleistung benötigen, ist der Spindle Error Analyzer die branchenführende Lösung für eine gründliche Spindelgenauigkeit und Leistungsbewertung.


Ein Erweiterungsset für das SEA-System, dass für hochpräzise Spindelmessungen entwickelt wurde. Es ermöglicht eine verbesserte Analyse und Separation geometrischer Zielfehler, um die tatsächliche Spindelleistung bis auf Nanometerniveau zu ermitteln.
Das Multi-Probe-Analyzer-System (MPA) ist eine wertvolle Ergänzung zum Spindle- Error-Analyzer-System (SEA). In bestimmten Ultrapräzisionsanwendungen, in denen die Spindelbewegungsfehler in derselben Größenordnung liegen können wie die Formfehler des Messobjekts, entsteht die Notwendigkeit, zwischen den einzelnen Beiträgen der Spindelbewegung und der Geometrie des Messobjekts zu
unterscheiden. Das Erweiterungskit wurde entwickelt, um diesen Zielgeometriefehler aus den Messdaten herauszufiltern und so
die tatsächliche Spindelbewegungsabweichung aufzudecken. Der MPA ist für Spindeln mit Fehlern in der Größenordnung von 500 nm und darunter ausgelegt und misst Spindel- und Zielfehler im Nanometerbereich.
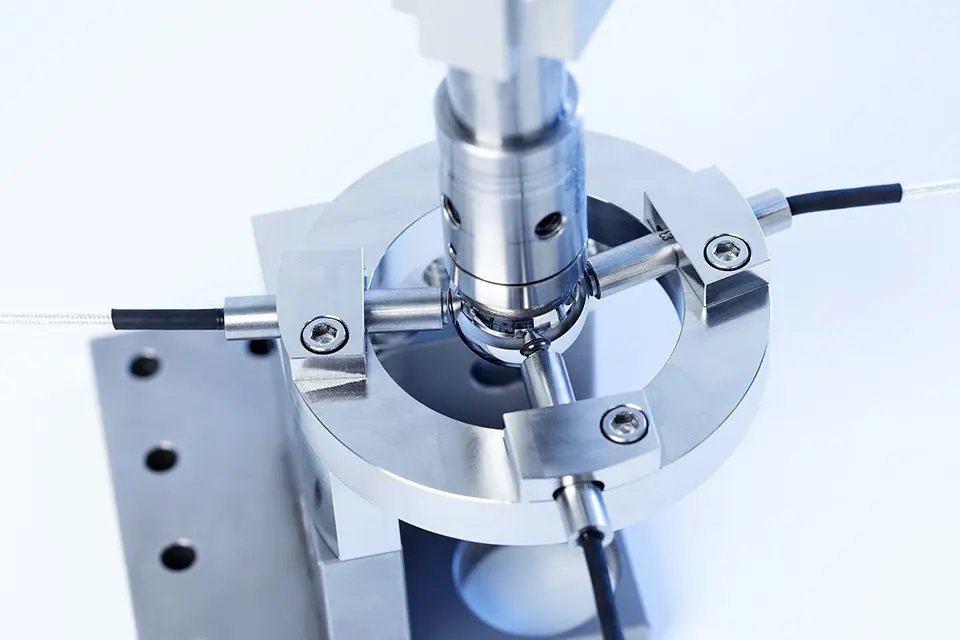
Der Multiprobe-Ring für das SEA-Werkzeug ermöglicht die Analyse mithilfe der 8-mm-Kapazitätssensoren. Die mitgelieferte Software liefert eine detaillierte Analyse der Spindel und des Messobjekts gemäß den Parametern der Norm ISO 230-7 in
Form eines PDF-Berichts.




Bei einer typischen SEA-Messung werden
zwei Messköpfe in derselben Fläche verwendet, die im Winkel von 90° um das Messobjekt angeordnet sind. Dies führt zu einem kombinierten Fehler von Spindel und Messobjekt, was bedeutet, dass das beobachtete Verhalten nicht das tatsächliche Verhalten der Spindel
widerspiegelt.

Durch die Anordnung von drei Sensoren in
derselben Fläche in optimierten Winkeln
lassen sich Spindelbewegungsfehler vom Zielfehler trennen. Es können harmonische Anteile bis zu 150 UPR extrahiert werden.
 Die separaten Signale von Spindel und Ziel zeigen den erheblichen Einfluss von Zielfehlern auf den gemessenen Fehler. Das bedeutet in unserem obigen Beispiel, dass SEA einen Spindelfehler von 238 nm messt, während MPA einen tatsächlichen Spindelfehler von 202 nm ermittelt.
Die separaten Signale von Spindel und Ziel zeigen den erheblichen Einfluss von Zielfehlern auf den gemessenen Fehler. Das bedeutet in unserem obigen Beispiel, dass SEA einen Spindelfehler von 238 nm messt, während MPA einen tatsächlichen Spindelfehler von 202 nm ermittelt.




