Spindle Error Analyzer
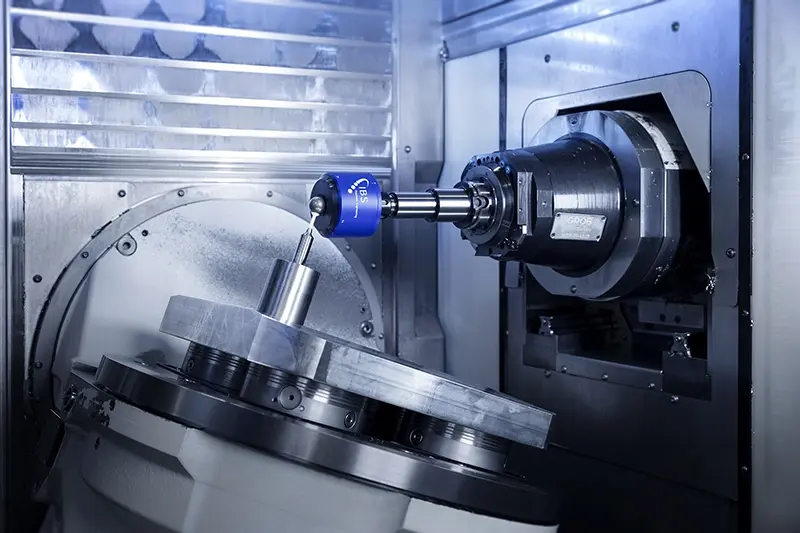
Zum Maschinenqualifizierungs-Portfolio von IBS Precision Engineering gehört der Spindle Error Analyzer (SEA), ein System zur Messung und Analyse dynamischer und thermischer Fehlerbewegungen hochpräziser Spindeln. Der SEA ermöglicht eine detaillierte Charakterisierung des Spindelverhaltens unter realistischen Betriebsbedingungen und unterstützt sowohl die Maschinenqualifizierung als auch die Prozessoptimierung.
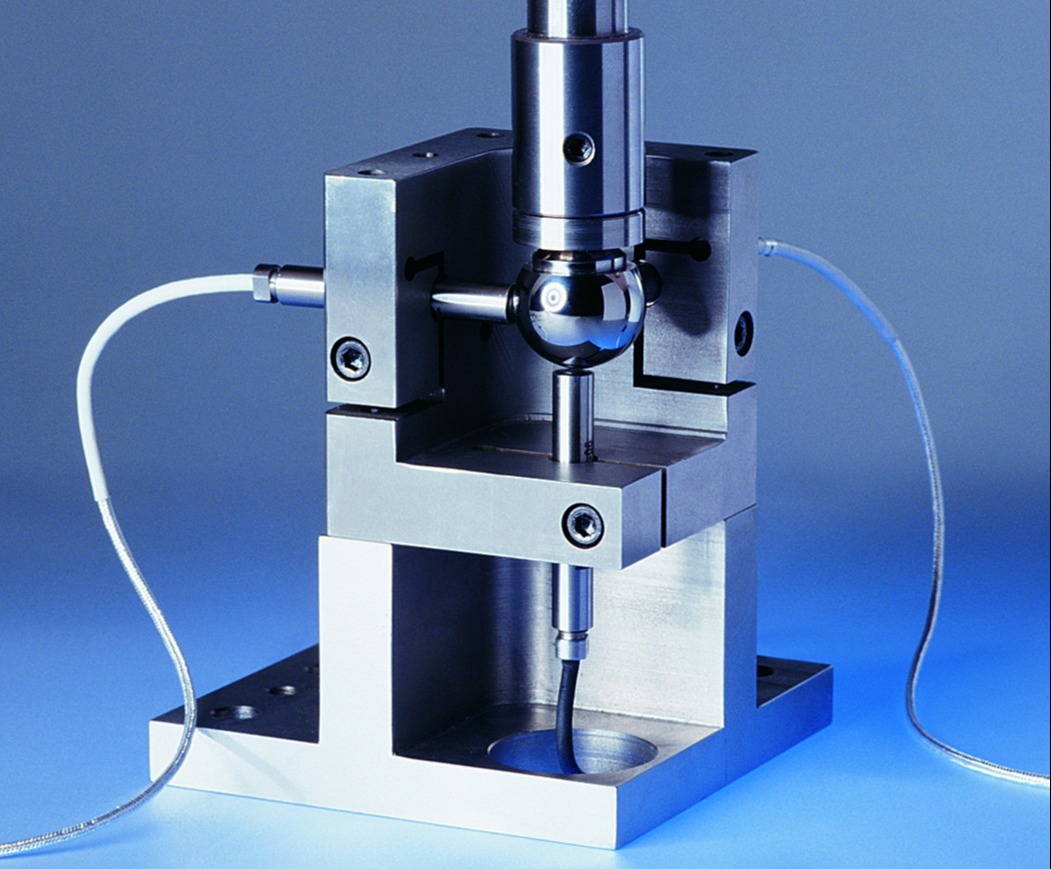
Die SEA-Konfiguration besteht aus drei Wegsensoren zur Messung der radialen (X/Y) und axialen (Z) Fehlerbewegungen eines auf der rotierenden Spindel montierten Targets. Ist der geometrische Fehler des Targets deutlich kleiner als die Spindelfehlerbewegung, kann die gemessene Abweichung zuverlässig der Spindel zugeordnet werden. Dadurch eignet sich der SEA hervorragend für Maschinenqualifizierung, Zustandsüberwachung und Leistungsbewertung.
Messanforderungen für ultrapräzise Spindeln
Fortschritte in der Spindeltechnologie haben die Fehlerbewegungen in hochgenauen Spindelanwendungen erheblich reduziert. In der hochpräzisen Fertigung mit beispielsweise hochwertigen Lagern sowie verbesserter thermischer und struktureller Stabilität liegt die typische Fehlerbewegung bei etwa 1–3 µm. In der Ultrapräzisionsbearbeitung mit beispielsweise Luftlagern und Metrologie-Spindeln liegt die typische Spindelfehlerbewegung unter 0,1 µm.
Bei diesen Genauigkeitsniveaus verändert sich das Verhältnis zwischen Spindelfehlerbewegung und Zielformfehler. Der geometrische Fehler des Targets ist nicht länger vernachlässigbar und wird zu einem wesentlichen Bestandteil der Messung, wodurch er direkt zur Gesamtunsicherheit beiträgt. Je näher die Fehlergrößen zusammenliegen, desto wichtiger wird die Trennung der einzelnen Beiträge von Spindelbewegung und Targetgeometrie.
Für ultrapräzise Anwendungen mit erhöhtem Analysebedarf entwickelte IBS Precision Engineering das Multi-Probe Analyzer (MPA) Erweiterungskit. Entwickelt für Spindeln mit Fehlerbewegungen von 500 nm und darunter, trennt das MPA die Targetgeometrie aus der Messung heraus und macht die tatsächliche Spindelleistung im Nanometerbereich sichtbar.
Multi-Probe Analyzer für SEA
Der Multi-Probe Analyzer (MPA) ist ein Erweiterungskit für das SEA-System. Die zentrale Innovation ist die Implementierung der Multi-Probe-Methode, welche die Trennung von Spindelfehlerbewegung und geometrischem Zielfehler innerhalb des Messsignals ermöglicht. Dadurch wird eine präzise Spindelcharakterisierung möglich, selbst wenn beide Beiträge dieselbe Größenordnung erreichen.

Das MPA verwendet denselben Grundkörper des Sensornests, dieselben Sensoren und dieselbe Messsoftware wie der SEA, ergänzt durch eine zusätzliche MPA-App. Das System arbeitet mit drei Wegsensoren, die in optimierten Winkelpositionen im MPA-Ring um das rotierende Target angeordnet sind. Diese Sensorpositionen ermöglichen die Trennung der geometrischen Zielfehler von der Spindelfehlerbewegung.
Obwohl Hardware, Software und Messaufbau weitgehend mit dem SEA identisch sind, unterscheidet sich der zugrunde liegende Datenanalyseansatz grundlegend. Durch die Verarbeitung der Messdaten in der MPA-Software können die einzelnen Beiträge von Spindelfehlerbewegung und Targetgeometrie getrennt werden. Dies ermöglicht eine zuverlässige Extraktion harmonischer Anteile bis zu 150 UPR und damit weit über den Bereich hinaus, der typischerweise in praktischen Spindelanwendungen auftritt.
Wichtige Vorteile des MPA
Durch die Kombination aus Multi-Probe-Messung und fortschrittlicher Signalverarbeitung bietet das MPA mehrere wesentliche Vorteile:
- Präzise Trennung von Spindelbewegung und Targetgeometrie
- Geringere Abhängigkeit von ultrapräzisen Referenztargets
- Zuverlässige Messungen im Nanometerbereich
- Einfaches Erweiterungskit für den SEA
- PDF-Reports mit tatsächlichen Spindel- und Zielformfehlern
- Keine zusätzlichen kapazitiven Sensoren erforderlich
Dies ermöglicht eine präzise Charakterisierung ultrapräziser Spindelleistung unter realistischen Betriebsbedingungen. Die separierten MPA-Daten können anschließend wieder in die Software des Spindle Error Analyzer importiert werden, um eine weiterführende detaillierte Spindelanalyse durchzuführen.
Beispielmessungen
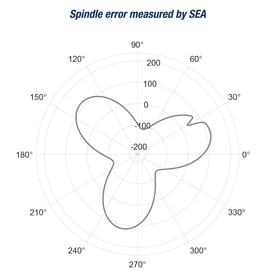
Mit SEA gemessener Spindelfehler
Eine typische SEA-Messung verwendet zwei Sensoren in derselben Ebene, die um 90° versetzt um das Target positioniert sind. Dadurch entsteht ein kombiniertes Signal aus Spindel- und Zielfehler, sodass das beobachtete Verhalten nicht dem tatsächlichen Spindelverhalten entspricht.
 Sensorsignale mit MPA
Sensorsignale mit MPA
Durch die Platzierung von drei Sensoren in derselben Ebene an optimierten Winkeln kann die Spindelfehlerbewegung vom Zielfehler getrennt werden. Harmonische Anteile bis zu 150 UPR können extrahiert werden.
 Getrennter Spindel- und Zielfehler, gemessen mit MPA
Getrennter Spindel- und Zielfehler, gemessen mit MPA
Das getrennte Signal von Spindel und Target zeigt den erheblichen Einfluss der Zielfehler auf das Messergebnis. Im oben genannten Beispiel misst der SEA einen Spindelfehler von 238 nm, während das MPA einen tatsächlichen Spindelfehler von 202 nm aufzeigt.
Zuverlässige Spindelcharakterisierung im Nanometerbereich
Die Multi-Probe-Fehlerseparation ermöglicht die unabhängige Bestimmung von Targetgeometrie und Spindelfehlerbewegung aus einer einzigen Messung. Mit dem Fortschritt moderner Spindeltechnologien bietet diese Methode einen robusten Ansatz zur Aufrechterhaltung der Messgenauigkeit in ultrapräzisen Bearbeitungsumgebungen.
Weiterlesen: MPA Webseite